





余姚塑料椅子模具加工厂家_价格_图片
作者: 海川模塑
浏览: 次
发布时间:2019-12-23

如何制作塑料桌子,如何制作塑料椅子,塑料桌子模具,塑料椅子模具,桌子设计与制造,椅子设计与制造,桌子注塑模具,椅子注塑模具,桌子椅子注塑模具制造商
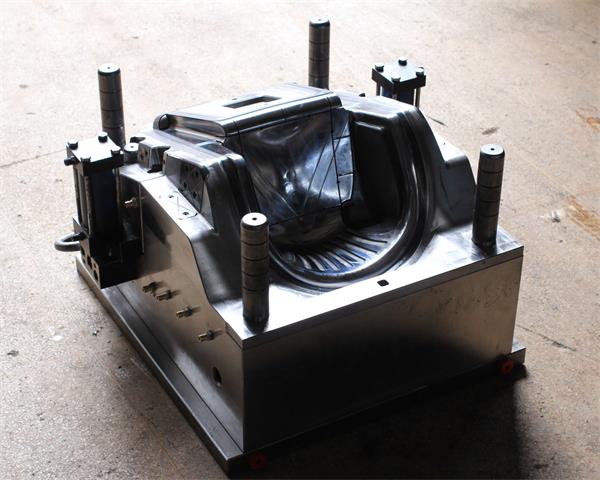
描述:
如何制作塑料桌子,余姚如何制作塑料椅子,塑料桌子模具,塑料椅子模具,桌子设计与制造,椅子设计与制造,桌子注塑模具,椅子注塑模具,余姚桌子椅子注塑模具制造商
塑胶材质 PVC,PPR,PP.PE,ABS,PS,POM,PPH等
型腔和型芯钢 DIN 1.2316 / DIN 1.2738 / DIN 1.2344 / M300 / 718 / P20..etc
铸模钢 S50C.LkM标准…等
腔数 客制化
模腔硬度 32-50HRC
磨损零件的硬度 55-60HRC
抽芯系统 马达/油缸/脱模板,天使销等
模具配件 DME / HASCO标准…
冷却系统 内挡板冷却和腔板链钻式冷却
表面光洁度 钻石抛光剂,质地
成型寿命 500,000-5,000,000次
亚军 冷或热流道
交货时间 60个工作日
填料 标准出口木箱
特征:
- 1.高品质,极具竞争力的价格;
- 2.良好的服务和良好的沟通;
- 3,技术先进;
- 4.丰富的出口经验;
- 5.一支高素质的团队,一心一意。
质量保证:
- 1.配备世界先进的机器生产线,公差为+ -0.01mm
- 2.具有质量认证的模具钢
- 3.超过20年的经验模具工人
我们能做什么?
我们是中国最专业的模具制造商之一。余姚塑料椅子模具加工厂我们可以帮助您分析产品,设计和制造模具。如汽车保险杠模具,汽车仪表板模具,汽车门板模具,冰箱模具,洗衣机模具,饮水机模具,椅子模具,餐桌模具,桶盖模具,水果箱,瓶箱模具,存放模具,勺子模具,叉模等
我们需要什么报价?
1,塑料零件的功能/应用
余姚塑料椅子模具加工厂由于某些工程组件,必须告诉注塑模具公司其功能或产品名称,以使注塑模具制造商对塑料产品有所了解。
2,塑料
这可以帮助注塑模具制造商选择哪种钢和哪种浇口……
3,塑料零件图或3D文件或样品图片
如果您具有塑料零件的3D设计或2D详细图纸,则可以获取报价;如果您只有塑料样品,则请在图片上注明尺寸,并向我们发送清晰的图片以获取报价。更正确的报价。
4,塑料件数量需求
您可以每年,每月或每天告诉注塑模具公司您需要多少件。因为注塑模具制造商需要此信息来确定引用的注塑模具上有多少个型腔。而且还可以帮助注塑模具制造商选择正确的钢材,也可以帮助注塑模具公司优化您的注塑模具定制成本。
5,注塑机吨位或注射量
这可以帮助模具制造商计算注射模腔Nr。根据您机器的大小。
6,定制注塑模具零件品牌
如果您对定制模具零件品牌有特殊要求,例如热流道,液压缸等,请在发送查询时务必告诉注塑模具制造商。
作为中国注塑模具公司,如果从我们这里购买注塑模具,有什么保证?余姚塑料椅子模具加工厂
1,在交付注塑模具之前,我们将进行严格的注塑模具检查,并将使用标准的出口木箱包装注塑模具及备件。
2,如果注塑模具破裂而没有人为错误的操作,我们将承担责任,我们将根据设计制造破裂的零件并运送给您。
我们的设计/工程技术包括:
- Pro / Engineer / UG(3D)
- AutoCad(2D)
- 模流分析(塑性流动/变形模拟)
- MasterCam(CNC编程)
注塑模具制造工艺
海川模具加工程序
作为中国知名的制造商,余姚塑料椅子模具加工厂在这里与我们分享注塑模具的基本制造流程:
- 产品设计部门向注塑模具设计部门提供产品信息,注塑模具设计师在两个工作日内完成成本分析,并提供研发经理。
- 研发部门确认项目后,向注塑模具设计部门发布《模具制造申请》。
- 注塑模具设计人员根据产品信息组织相关人员对项目进行审查,包括产品结构,模具结构,冷却系统,流道,炉渣,排气等。
- 经过评估,注塑模具设计人员开始设计注塑模具,包括3D图纸校正,3D分离,模具零件装配图,EDM图纸,电极图等,并组织相关人员对这些图纸进行评估,然后发布给注塑模具制作部门。
- 注塑模具制造商会评估和研究图纸,并在没有异议的情况下订购模具材料,否则,请与塑料注塑模具设计人员进行沟通。
- 注塑模具制造商在材料到达工厂后及时检查模具材料,并安排技术人员进行锁匠工作,包括车削,磨削,铣削,螺孔,水孔,中心孔,CNC粗加工等。技术人员应付款注意每个直角边的精度,避免空出中心孔和每个生产基座,粗加工余量等。然后将每个模具零件外包给热处理。
- 热处理后,注塑模具制造商必须检测其硬度和冶金分析。通常,芯硬度为46-50HRC,要均匀分布9个点,要求其硬度差小于1HRC。加工前应对注射模芯进行冶金分析,以确保没有偏析,疤痕等。
- 电极加工中有细加工和粗加工,细公火花为0.08,粗公火花为0.2(视实际情况而定)。确保注意每个处理基准,并在处理完成后检测电极。
- 精加工前,必须与型芯成直角,垂直度应小于0.02 mm,精加工度为1.6。
- 对于线切割,请注意所有零件的底座,将插入孔和中心孔扩大0.02mm作为公差间隙;对于非标准套管,公差间隙为实际套管尺寸的0.04mm。
- 模具型芯的精加工,应在制成直角后以基准为基准,通常留有0.02 mm的模具余量(不考虑工具磨损)。
- 电火花加工,按图纸尺寸加工,细度0.08,粗度0.2(视实际情况而定),加工时要注意基准,进行火花加工时,要留有0.03-0.05mm的余量。
- 必须对流道表面进行抛光以实现▽6或▽7精加工,该表面不允许存在火花或刀纹。
- 在组装注塑模具之前,模具制造商必须对所有相关零件进行全面检查,以确保所有零件均处于良好状态,并进行清洁和防锈处理。然后填写“模具检验摘要”表格。
- 在试模过程中,注塑模具设计人员,塑料模具制造商和压铸车间的工作人员应前往现场,对铸造试模中的异常情况进行分析和解决,根据结果改进塑料注塑模和压铸工艺,并填写“ Mold Tryout”。报告”。
- 在100-150个循环时间内,试模产品无缺陷,生产部门制定生产计划,技术人员跟踪生产过程,并将成品率反馈给注塑模具制造部门。
- 试用后,注塑模具制造部门以“模具申请”和“模具检验”的形式申请入库。然后尽快安排发货。
