





注塑成型及注塑工艺过程详解
塑料注射成型工艺是用于生产塑料零件的制造方法 。 在过程开始之前,有经验的模具制造商必须构造模具或工具 才能 生产零件。 模具的结构将包括 两 半 (型芯和型腔), 并包含构成零件规格的所有几何形状和特征。
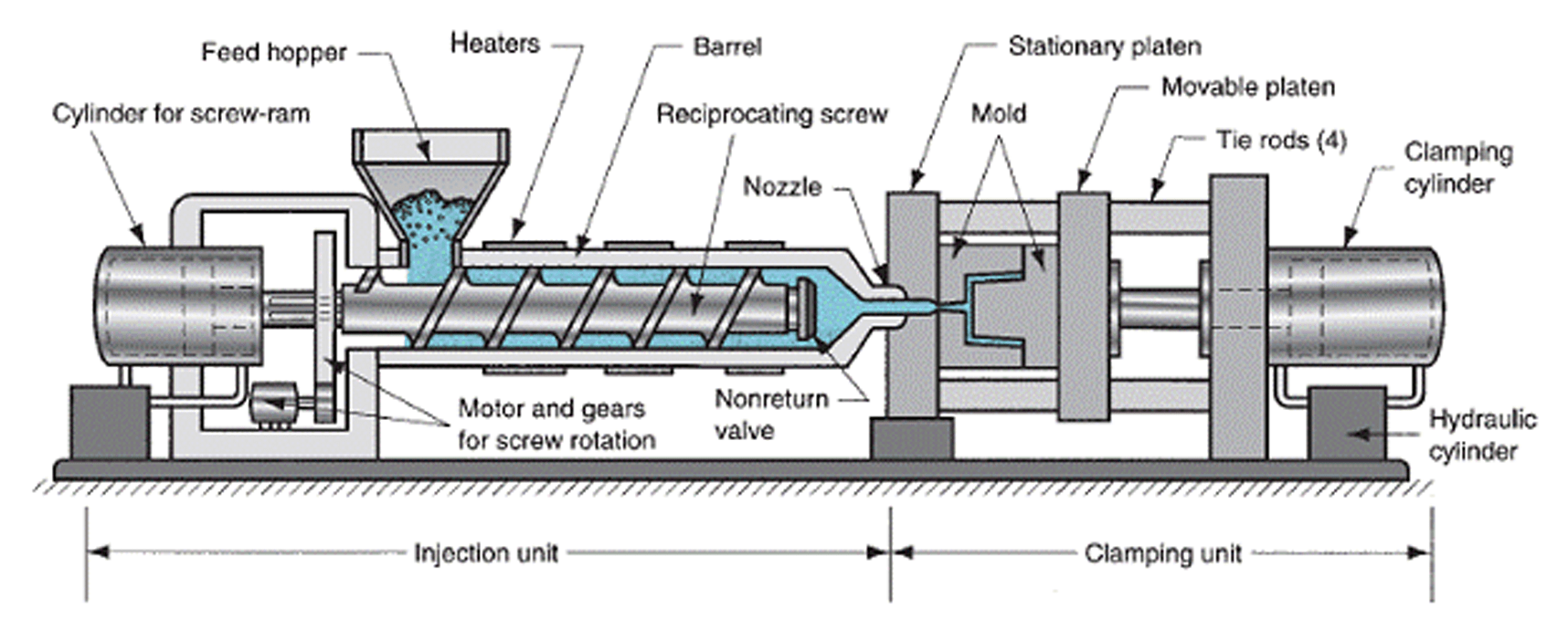
一旦模具被构造,然后将其装载到执行过程的注射成型机中 。 的料斗 保持š 热塑料粒料,它们被馈送 到机器的筒。˚F 旋转螺杆和机筒之间riction 将粒料熔融。 液压或电动 肘节闭合半模 ,并用数百吨的压力将它们压在一起。然后,旋转 螺杆 前进一个预设距离,将规定量 的 熔融塑料 注入模具腔中 在高压下(成千上万个PSI)。 一旦材料进入模具,它将开始冷却并 固化以符合 模具的 形状。 物料 充分冷却后, 自动打开模具,并 通过多个顶针将零件从型芯中顶出。
注塑成型周期如下:
- 材料 Ë nters 的B arrel
- 材料熔化并混合
- 物料体积(创建料桶尺寸)
- 模具关闭
- 将塑料注入模腔
- 熔融材料冷却(在此过程中,步骤1-3正在准备下一个循环)
- 模具打开
- 零件弹出
- 返回到下一个循环的步骤4
计算注塑成型周期如下:
周期= Mo + Mc + I + C
Mc =关闭模具的时间(这是实际关闭模具所花费的时间)
I =将材料注入模具的时间
C =冷却时间(固化熔融材料的时间)
To =打开模具并弹出零件的时间(这些可以重叠并且一起组成总的打开时间)
仁济的生产速率ction成型是周期 Ť IME乘以模具腔的数量 的工具。通常,对于原型和小批量生产,工具将只有一个腔, 几乎没有自动化。 用于极高产量 应用(例如瓶盖和瓶盖)的完整生产模具 可能具有数十个 型腔,并且具有极短的周期时间和非常高的生产率的全自动控制 。一旦完成了初始工装并稳定了工艺, 这些因素将使注塑成型极具成本 效益 。
注塑件的设计特点:
用于成型过程的定制组件应由经验丰富的工业设计师或工程师设计和制造。 生产尺寸精确 且稳定的零件需要考虑许多因素。 不遵守注塑成型的设计准则可能会导致不良后果。
要考虑的许多因素如下:
- 材料选择
- 收缩率
- 草案
- 肋骨
- 老板
- 咬边
塑料零件的设计准则很多,仅举几例。有关更多信息,请参见(设计准则)。
模具制造公司:
一些注塑企业提供了一个在- 房子, 模具制造服务。 缺乏- 内部能力,有很多 独立的 模具制造公司在 美国 和 世界,提供 仅 这项服务。 我们的注塑公司 您 选择不提供在- 家模具制造服务,那么外部工具制造公司将不得不的。 尽管将工具外包的确比不常见,但由于要进行多次采购和增加管理,因此通常会抬高价格,缩短交货时间并延长可维修性。
一旦模具 被 采购,一个有经验的模具制造商将谨慎选择 铝,钢或两者构造为注射模具尽可能最佳的性能。设计模具时,有许多因素要考虑。这些因素包括 冷却(温度控制),成本,高或低量的生命周期和的复杂性。 遵循塑料注射成型的设计准则将有助于降低成本。
加工:

注射 米掩门服务用两种主要的方法来制造模具:标准 计算机数控(CNC ) 铣床 和 E加工(EDM )。 与传统方法相比,CNC加工 已成为在更短的时间内用更精确的模具详细信息制作更复杂的模具的主要手段。
放电加工(EDM),也称为 火花腐蚀工艺, 已广泛用于模具制造中。 大多数注塑公司在EDM服务- 房子,因为它是复杂模具的模具构建过程是必不可少的。EDM允许形成难以加工的注塑成型形状,例如角形或肋形。
成本:
定制 我注塑的年轻人可以制造非常昂贵。其中一个关键因素 在向上 模具 成本是工具材料的选择。 通常的模具构造出钢会花费超过比的由于 一个 慢得多的加工过程。大批量项目通常需要钢,因为它具有耐磨性。 w ^ i个 进步小号 在合金共混物制成的,更高的级铝如QC-7和QC-10飞机铝已经闭合上的耐久性的间隙 比 钢和铝之间。 这些模具可以在整个生命周期内生产数十万个零件而不会磨损。
铝制工具 具有更快的周转 时间 和更快的周期,这是因为散热效果更好。 由于大部分注射周期都由冷却时间组成,因此这 也可以节省生产零件的成本。 Ť 他铝工具也可涂有更好的耐磨性能。
注塑模具的成本 依赖于 非常大的一系列因素,从 所述 腔体的数目,各部分的尺寸,复杂度,该项目的寿命,表面光洁度等等。最初的模具成本可能很高,但是零件成本却很低,因为批量越大,整体价格就越低。随着全球市场的扩大 ,许多注塑服务公司已经找到了通过技术,工艺和质量体系(例如ISO-9000)的方法,从而大大降低了模具和零件的成本 。
有关
模具成本准则… 了解更多
注塑设备:
有两种类型的注塑机:此前, 液压机 被主要用于 在 该行业。电动压力机正在迅速成为选择的成型机。 之所以 这样,是因为电式塑机用少得多的能量和近100%可重复的。尽管全电机的成本 通常比液压机高30% ,但更高的需求正在缩小成本差距。估计 将来液压机将成为过去,因为越来越多的注塑成型公司正在努力 保持竞争力。
我成型机由吨位额定,范围从不足5吨至6000吨。 吨位是机器 在成型过程中 为保持模具型芯和型腔闭合而施加的夹紧力的参考 。 所需的夹紧力取决于要成型的零件的投影面积 。
应用范围:
塑料注射成型是为所有行业批量生产定制塑料零件的首选工艺。其中一些组件包括:
- 电子外壳
- 电脑配件
- 货柜
- 瓶盖
- 汽车内饰
- 镜片
- 括号
- 扣件
- 顶盖和底盖
- 玩具
- 还有很多…..
注塑零件的一些优点是:
- 高公差
- 重复性
- 大量材料选择
- 低成本生产单价
- 高生产率
塑料注射成型的一些缺点包括:
- 昂贵的模具投资
- 工具生产后不灵活
- 经
- 表面缺陷(例如斑点和凹陷)
- 热膨胀问题(主要是具有高收缩率的材料)
聚合物:
大多数 聚合物可用于注塑,包括所有的热塑性塑料, 一些热固性小号 和一些弹性体。 有数 千种不同的塑料材料可供选择。由于广泛的应用的,在选择时 聚合物 最好是 协商 的塑料小号工程师。还建议直接与聚合物的生产商谈谈 。一些有趣的特征是:
- 密度
- 收缩率
- 拉伸模量/应力/应变
- 弯曲模量
- 冲击强度
- 热 变形 温度
- 易燃
- 电阻率
- 水 一bsorption
- 颜色 / 透明度(澄清 米aterials)
- 医学级 / 食品级
- 增强填料 (例如玻璃纤维或矿物)
注塑模具的不同类型的工艺:
尽管大多数注射成型过程都包含在上面的常规过程描述中,但是有几种重要的注射成型服务变体,包括:
- 模内装饰和模内层压
- 嵌件成型
- 低压成型
- 微成型
- 多组分(包覆成型)
- 家庭模具
- 薄壁成型
- 橡胶注射成型
- 液态硅橡胶